

sick伺服驅動,整體設計提升生產安全效率
自2011年6月SICK/西克用可靠的監控驅動器的新設計方案可集成自動化和安全技術;而該技術性法規的實施也為伺服壓力機生產廠商帶來了契機,生效的IEC 標準60034-2 推動伺服驅動器向高效節能的方向轉換。裝有伺服驅動系統的壓力機可使其能源效益和生產率達到最佳化 :更有利于將機械液壓轉換為電力驅動。
由于伺服壓力機僅在工作時產生能量,與液壓壓力機相比明顯節能且對于能源的耗損較小,所以伺服壓力機的工作效率和節能效益均較高。電力驅動系統可以簡單方式在無能源輸入的情況下接通,相對避免重啟問題,且驅動介質也不會出現溫度損失。此外,采用電力驅動系統,壓力機在運行中力和速度兩個層面是相互分開的。采用先進的驅動和調整技術可使伺服壓力機符合質量提升和生產效益方面的要求。

伺服壓力機對于機床行業提供助力
機床行業一直在追求革新和節能。過去,在機床設計階段的后期,安全技術的實現是關鍵,然而現在,為了使機床生產效益達到更好的效果,在機床設計階段的后期,控制器的設計成為了一個重要的組成部分。
SICK 公司的產品經理 Mathias Ams表示 : "目前技術正處于轉變過程中。”如過去液壓驅動壓力機和偏心壓力機在市場上占有領導地位。而現在,使用伺服技術的電驅動壓力機效益更高、更加靈活且能源消耗較低,這種設備在市場上的發展勢頭已經呈現出上升態勢。而與其他設備相比,如與 CNC,像伺服壓力機這樣的機器在安全技術標準中并沒有進行全面的明確定義。而 CNC包括對安全運行部件的要求均已經納入到技術標準中。這樣,技術標準便支持CNC 在安全與效益間的平衡。操作人員應明確 CNC 加工機床的運行狀態,同時監控和限制運動部件的運行情況。目前在對伺服壓力機進行監測時,操作人員主要還在使用之前根據 CNC 操作所獲取的經驗。人們基于技術標準和所獲取的經驗可以設計出新型驅動器。因此,壓力機技術正處在向新技術轉變的過程中。為了能夠將驅動器和自動化技術的優勢集中在一臺壓力機上并加以應用,還必須全面考慮安全技術問題。
壓力機的運行速度、力度和扭矩可借助伺服驅動進行精準及動態調整且可解除連接,以此達到理想的運動形態。此外,如工件外形尺寸復雜,還可使生產流程及材料和受力點強度達到更好的情況。工件的成形流程得到了很大程度的提升,這便提高了工件質量,且可最大程度地降低廢品率。除此之外,伺服壓力機的生產環境有所改變,工件無油性殘渣也有所下降。
在對傳統的壓力機進行改造時,因其凸輪為機械式,所以通常情況下會有機械耗損。而伺服壓力機借助于控制設備,則可避免此類情況。由于能夠可靠監控壓力機運行速度,所以Sick 研發的動態控制技術可提供這樣的可能性,也就是新型控制程序在運行或試驗過程中,在部分保護系統處于非工作狀態時,將風險降至最低。這樣便大大縮短了壓力機的改裝時間,可提高壓力機在加工少量工件時的生產效益。
SICK 公司研發的動態控制驅動技術安全可靠,因此這對于壓力機的作業安全性是一個可靠補充。Mathias Ams 補充道:對壓力機的危險作業部分進行干預,這樣就不需要在機械作業時強制停機,也不會出現停機時間和加工廢品(圖 1)。
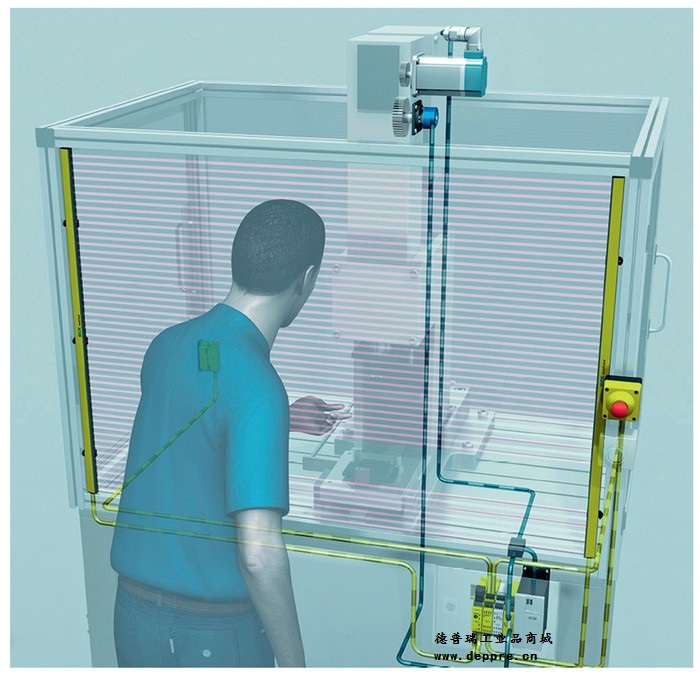
圖 1 采用先進的壓力機安全技術設計方案對壓力機作業危險部分進行干預,這樣在壓力機進行加工作業中不再需要強制性停機,也不會出現故障時間和加工材料廢品
作業周期縮短 25% 可提高生產率
Mathias Ams 強調 : "SICK 公司努力掌握驅動器設計方案的要求,來提高壓力機的生產率以及能源效益,而最重要的還是提高壓力機加工作業流程的安全性。”整體式安全設計方案設置了簡單的安全預警信號或安全開關,包括安全控制設備中的驅動功能。由此,使得壓力機在維修保養、技術服務及生產作業中可以有效運行。
SICK 公司的動態控制驅動技術可時時監控機床運行情況,并能夠整合安全傳感器和部件的所有信號。在此,SICK 公司不僅研發出安全技術方案,還進一步研發了可用于所有機床的如傳感器或編碼器等的部件。
SICK 公司研發的 FX3–MOC0 型驅動控制設備和 Flexi Soft 安全控制設備專用于監控壓力機的運行狀態,可監控市場要求的所有類型驅動器,且不受驅動器生產廠商的限制。
SICK 研發的驅動控制系統能夠可靠監控存在于電動反饋信號和現有的編碼器,并集成來自流程控制設備中看似可以取得的信號。通過對運動的準確監控,可從信息中得出是否需要對危險作業位置的工作進行干預,可避免沒有必要的錯誤停機,且縮短作業周期,提高機床的可利用性和生產率(圖 2)。此外,因為機床沒有危險動作,所以還能夠可靠監控回程,并在作業周期結束前實現對危險部位的干預。
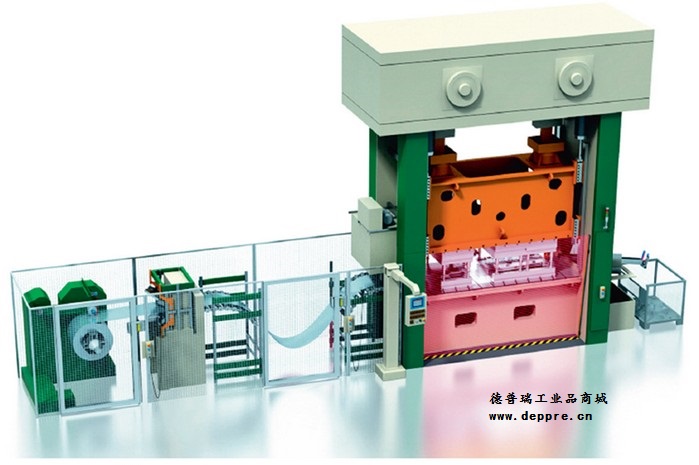
圖 2 先進的設備監控裝置可將安全傳感器和行動件的所有信號相互整合在一起,從中推導出是否真的有危險存在
通過整合可靠的驅動信息,并且使用所有流程中存在的信息,可對如機械制動等功能進行試驗,以使機床功能達到最佳化。Mathias Ams 表示 :" 通過整合生產流程中的各個具體過程,壓力機的加工作業周期縮短了25%,提高了生產率。”
用驅動控制系統實現可靠監控
為何驅動控制系統適用于伺服壓力機,原因在于其具備了 IEC 61800-5-2 中規定的多數壓力機需具備的驅動安全功能。也就是具備了可靠的中止功能(Safe Stop 2,SS2),生產運行中的安全運行停止功能(Safe Operating Stop,SOS)和可靠的控制機床運動方向功能(Safe Direction,SDI)。
這些功能與傳感器的信號和生產流程信號結合起來應用開啟了一條能夠使用控制和驅動器技術的途徑。如在安全系統方面,如加入一個光幕時可選擇使用可靠的中止功能(Safe Stop 2,SS2),這樣壓力機不需機械式中止,隨后也不需要新的起始條件便可立即繼續運行。控制安全運動方向功能(Safe Direction,SDI)是在工具回程中干預壓力機危險部位的基礎功能,且這些基礎功能還可縮短加工作業周期。這里有這些基礎功能的很多各種不同的潛在可能性的例子。在壓力機進行沖壓作業時,因為通過對壓力機的干預便能夠對導致對作業循環周期的控制,所以節拍式運行是壓力機有效作業方式。而傳統的壓力機為了控制作業節拍必須要動用凸輪控制裝置,但先進的伺服壓力機則必須如此,在此,其可靠的控制機床運動方向功能(Safe Direction,SDI)會充分發揮作用,不需要其他傳感器便能夠將運動監控開關信號進一步傳遞給節拍式運行控制裝置。因為驅動控制系統能夠監控壓力機的各種不同的驅動,所以采用這款壓力機安全技術設計方案可非常方便地將電力驅動轉換為液壓驅動。這便在很大程度上開啟壓力機作業的高靈活性,且不受壓力機驅動技術方案及提供壓力機驅動裝置生產廠商的限制(圖 3)。
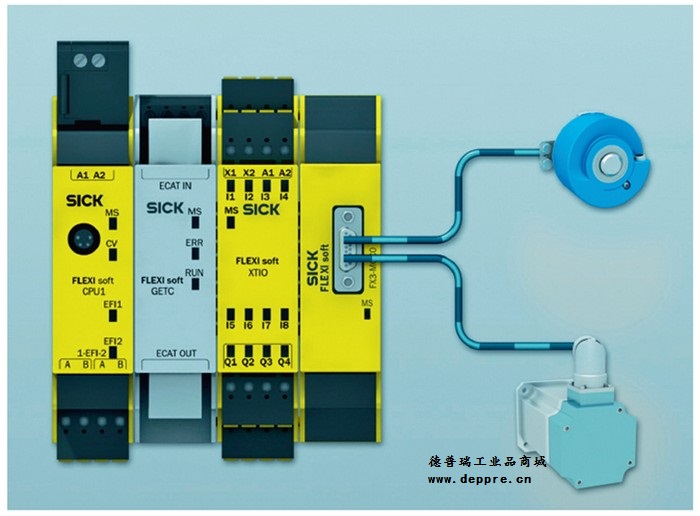
圖 3 SICK 研發的驅動控制系統的驅動安全功能包括可靠的中止功能、可靠的臨時緊急停機功能和可靠的控制機床運動方向功能
驅動的安全性確保了
伺服壓力機未來的健康發展
SICK 公司長期以來致力于機床具有革命性的集成傳感技術解決方案的研發。無論是如 CNC 這樣的需將工件張緊進行加工的設備,還有像伺服壓力機這樣的具有自身特點的機床,SICK 均有自己的安全技術解決方案,以應對多種需求。
未來伺服壓力機既能具有當下傳統機械壓力機的生產能力高且作業周期快的優勢,又能具備液壓式壓力機如準確性和靈活性方面的優勢。通用的安全技術解決方案可以大大提高基礎的可試驗性、生產能力高和所加工的部件的質量高及能源效益好的優點,這樣便能夠滿足未來市場的競爭需求。
SICK 公司研制的 Flexi Soft 安全控制設備與驅動控制系統配合使用形成的優勢包括 :由一個快速斷開線路來確保與設備高危部分有一個短的距離,并確保設備的正常加工作業和防止出現存在偏差的信號。
這便意味著,未來機床生產流程可達到最佳化,加工作業能夠取得利潤和爭取到終端用戶。Mathias Ams 稱: "公司追求借助于驅動器監測驅動安全控制模塊,使公司能夠繼續保持不受驅動器生產廠商的限制、從工程技術層面實現使機床在未來最大限度地節省加工作業時間、提高生產力和能源效益。”這一目標將通過結合使用 SICK 公司研發的整體式安全技術解決方案來加以實現。
西克(SICK)成立于1946年,公司名稱取自于公司創始人歐文·西克博士(Dr. Erwin Sick)的姓氏,總公司位于德國西南部的瓦爾德基爾希市(Waldkirch)。西克(SICK)已在全球建立了超過50個子公司和眾多的銷售機構,雇員總數超過6,900人,2014年銷售業績接近11億歐元。 Sick產品廣泛應用于各行各業,包括包裝、食品飲料、機床、汽車、物流、機場、電子、紡織等行業。

 朱先生
朱先生